Nordson EDI 的九流道平模头在业界首开先河,已成功完成试运行,可以使用不同的树脂生产出九层薄膜。据 Nordson EDI 的首席技术员 Sam G. Iuliano 介绍,尽管质量改善程度因具体的应用领域而异,但一般来说,具有同等先进水平的喂料块系统生产的薄膜往往存在 +/- 15% 的层间厚度差异,而 Nordson EDI 九流道模头技术能将各个子膜层厚度公差普遍减少至 +/-5%。
Iuliano 先生强调:“Nordson EDI 在世界各地的客户长期以来一直受益于多流道共挤技术,他们会使用带有两流道、三流道、四流道或五条流道的模头。”“设计一款九流道模头对我们而言是一项巨大的挑战,因为十个主模身都必须充分紧固并加热。此外,九个流动通道需要针对各自分配的特定层面分别进行定制设计,这意味着我们必须在设计中采用不同大小和布局的流道。”
多流道工具可提升质量与生产效率
为了将熔融聚合物从挤出机输送到多层流道模头,Nordson EDI 设计了一系列位于模头上游的接模分配器,具有多种不同的配置可供选择。最简单的版本有固定式设计,它按固定的分层顺序将聚合物熔体输送至多流道复合模头的入口处。更为复杂的分配器能够使熔体流改道,通过可更换的选择导流板改变各层的顺序。除了选择导流板外,最先进的分配块还集成了复合共挤子单元,用于在某些熔体流进模头之前将它们复合起来,以提高产品的多功能性,形成比模头中的流道数量更多的复合层。
Nordson EDI 制造的多流道模头在数量上超过了任何其他制造商。他们充分运用自己的经验,实现了产品的无故障运行。Nordson EDI 的许多四流道和五流道模头在使用时从未出现过任何泄漏,甚至在产量接近每小时 5,000 千克时也是如此。对于新的九流道模头,Nordson EDI 为模身主体设计了额外的紧固件(位于端板装配区),以确保妥善密封。
Nordson EDI 可以为客户的某个特定的多层复合模头定制设计 Ultracart™ 快速清洁站。此外,模头上的 Autoflex 自动唇口调节装置是一种模块化组件,可以随时拆下,因此可以很方便地接触到模身紧固件。系统拆卸和组装方便,有利于模头的定期清洁和预防性维护。
Nordson EDI 为制造多层薄膜提供了众多备选方案
Nordson EDI 推出了诸多可选的共挤方案,九流道模头便是其中的最新成果。Nordson EDI 为特定的应用领域推荐的模头系统取决于一系列变量,例如总体产量、层厚和粘度比、模头宽度、所需的产品结构数量和类型,以及各层熔体工艺温度是否存在明显差异。推荐的解决方案可以覆盖从配备喂料块的单流道模头,到每个复合层具有单独流道的多层复合模头。但是,推荐的解决方案往往介于这些极端方案之间,通常结合多流道方案与喂料块方法。例如,如果一个五层结构中仅包含一个与其他几层都不相同的关键表层,则可能会建议采用双流道模头:关键表层会使用专用流道内铺展,而其他四个彼此相容的层则通过第二个流道完成共挤过程。
Iuliano 先生指出,Nordson EDI 虽然在多层复合模头领域中取得了一系列成果,但仍然致力于喂料块设计的不断创新。“在某些特殊的加工场景中,配备复合共挤喂料块的单流道模头从长远来看可能是最佳方法。例如,在需要用挤出层比差异极大的多种结构时。共挤块方法通常可以提高产品的多功能性,简化模头清理和产品转换的过程。但在产品质量和一致性方面,多流道模头则更胜一筹。如今,对于高端多层薄膜的生产商而言,这种方法无论实用性还是可行性都超过了以往的任何替代方案。”
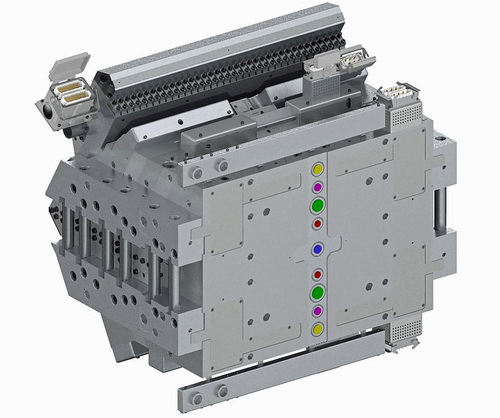
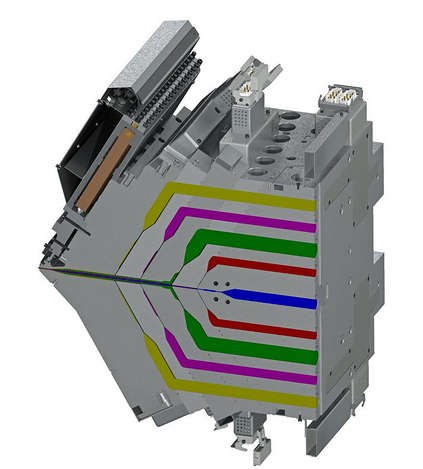
02.Nordson EDI 九流道模头的后视图,各条树脂流以不同的颜色表示。位于左边的是两个创新型外接紧固结构中的一个,旨在防止模头的一端发生泄漏。在顶部的正中位置是 Autoflex 自动唇口调节装置上半部分的视图。
03.Nordson EDI 的 Ultracart™ 快速清洁站可以设计为适合九流道模头。此处显示的是一个拆解后的三流道模头。
 Nordson 最先进的多层复合模头可提供比同等水平的共挤喂料块系统更严格的厚度公差,从而节约材料成本,提高产品质量
Nordson 最先进的多层复合模头可提供比同等水平的共挤喂料块系统更严格的厚度公差,从而节约材料成本,提高产品质量